GD&T for Fixture Designers: Applying Tolerances to Jig Components
In precision manufacturing, the finished part is rarely better than the fixture that held it. Every clamp, locator, and drill bushing adds — or controls — a small amount of variation. In the end, that variation shows up in the inspection report.
That is why GD&T is more than a drawing language for production parts. In fact, it is a design discipline for the fixtures themselves.
This article is written for fixture designers, tooling engineers, and CNC machinists. It offers a clear way to apply GD&T to jig components. For example, it covers locating pins, rest pads, fixture plates, and — above all — drill bushings.
Why GD&T Matters in Fixture Design
A jig or fixture has one job. It must present the workpiece to the cutting tool the same way every time. For every part.
When that job is done poorly, the symptoms are familiar:
- Hole patterns drift between batches.
- Inspection rejects climb on multi-feature parts.
- Identical fixtures produce different results.
- Operators “tweak” the setup to compensate for stack-up.
In most cases, the root cause is tolerance strategy. It is rarely the machinist, the spindle, or the cutting tool. After all, if the fixture cannot hold the part the same way twice, no CNC will save the process.
GD&T fixes this directly. In short, it defines:
- What features control part location (datums).
- How related features must behave next to those datums (geometric controls).
- How much variation is allowed before function suffers (tolerance zones).
For a fixture designer, this means one thing. Every jig component — including every drill bushing seat — is a feature with a planned link to a known datum system.
GD&T in the Context of Fixtures
Most engineers first meet GD&T as a way to describe finished parts. In fixture design, however, the same ideas apply with a shift in purpose. Instead of describing what a part must be, GD&T sets what the fixture must promise about every part that passes through it.
Below are the controls that show up most often on a well-toleranced fixture drawing.
Datums
A datum is a perfect reference — a plane, axis, or point — from which other features are measured. In a fixture, datums are usually set by the locating surfaces themselves. For example, this includes the main face of the fixture plate, the locating pin axes, and the rest button heights.
Datums on the fixture should mirror the datum scheme of the part it holds. Otherwise, a mismatch becomes one of the most common sources of stack-up error.
True Position Precision tooling components
True position controls where a feature center may sit next to a datum reference frame. For fixture designers, true position is the main control for:
- Drill bushing bores
- Dowel pin holes
- Locator pin centers
- Mounting hole patterns
A drill bushing whose seat is even slightly off true position will guide the drill into the wrong spot on every part the fixture ever produces.
Perpendicularity
Perpendicularity controls how square a feature sits next to its datum. In fixtures, this matters for:
- Drill bushing axes next to the fixture face
- Locating pins next to the base plate
- Clamp contact faces next to the workpiece surface
For instance, suppose a bushing is press-fit into a hole that is not square to the fixture plate. As a result, the drill enters the workpiece at an angle. Hole position may then pass on the top surface and fail on the bottom. This is a classic angularity reject.
Parallelism
Parallelism is key for fixture plates, rest pads, and any reference surface that must stay co-planar with another. In stacked or modular fixtures, for example, parallelism between mating plates decides if the fixture holds its datum scheme after assembly.
Flatness
Flatness controls how planar a single surface is. The main locating face of a fixture, where the workpiece datum rests, almost always carries a flatness callout. In fact, a fixture base that is “flat enough” by eye can still rock a workpiece by a real amount.
Profile of a Surface
Profile tolerancing now appears more often on fixture nests and shaped supports. In particular, this is true for cast or forged workpieces. It defines a uniform tolerance zone around a perfect surface. As a result, it works well when the nest must fit a complex part shape.
Concentricity and Runout
These controls apply to rotating or coaxial features. In fixture design, they show up in spindle-mounted tooling, rotary indexers, and bushing-to-liner assemblies. For example, this matters when an inner bushing must stay coaxial with its outer liner. Concentricity is a tight and demanding control. Therefore, many designers prefer runout or position with material condition modifiers. These offer an easier path to make.
Datum Strategy for Fixture Design
A fixture’s datum strategy is the foundation of every other tolerance decision. Get it right, and downstream tolerances stay tight and inexpensive. Get it wrong, and tolerances must be tightened across the whole assembly to compensate.
Functional Datum Selection
Functional datums are those with a clear physical role in locating the part. In other words, they are not chosen for ease of inspection. Instead, they are chosen because they are the surfaces touched during machining.
The fixture’s datum scheme should match the part’s functional datum scheme. For example, if the part is dimensioned from a machined edge and two reference holes, the fixture should locate from those same features.
Primary, Secondary, and Tertiary Datums (3-2-1 Locating)
The 3-2-1 locating principle is the industry-standard way to fully hold a rigid workpiece:
- 3 points on the primary datum set the largest plane. As a result, this removes three degrees of freedom — one translation and two rotations.
- 2 points on the secondary datum set a square plane. Then, this removes two more degrees of freedom — one translation and one rotation.
- 1 point on the tertiary datum removes the final translation.
The result is that all six degrees of freedom are constrained without over-constraining the part. In other words, the workpiece is located, but not fought against.
A common failure mode is to add a fourth, fifth, or sixth locator “for stability.” However, this over-constrains the workpiece. It forces the part to bend against the locators. As a result, it destroys repeatability. Remember: stability comes from clamping, not from extra locators. Workholding systems for accurate manufacturing
Preventing Tolerance Stack-Up
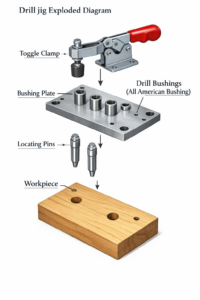
Stack-up happens when several small tolerances build up along a chain. In fixtures, stack-up most often shows up between the fixture base, the locating pins, the bushing plate, and the drill bushing bore.
A few practices cut stack-up by a lot:
- Reference all key fixture features from a single primary datum where possible.
- Avoid chained dimensions. Instead, use baseline dimensions from the datum origin.
- Apply true position with the right material condition modifiers (MMC/LMC). For example, bonus tolerance can be earned through fit.
- Where the fixture mirrors the part’s datum scheme exactly, stack-up is reduced by design.
Applying True Position to Drill Bushings
Drill bushings are the most position-sensitive parts in any drilling jig. They guide the cutting tool directly. As a result, there is no spindle correction, no offset programming, and no probing strategy that fixes a misplaced bushing.
Hole Location Control
True position is the right control for the bore of a drill bushing seat. In short, the position callout tells the toolmaker how far the bushing center may drift in any radial direction.
In fact, position tolerance for the bushing seat must cover two stages of error:
- The position of the bushing bore in the fixture plate.
- The clearance fit between the bushing OD and its mating bore.
The drill enters the workpiece at the bushing ID. Therefore, the combined effect of these two stages sets the hole location capability of the whole jig.
Press-Fit vs. Renewable Bushings in Precision Applications
The choice between press-fit and renewable bushings is, in part, a tolerance strategy decision.
The role of drill bushings in precision machining.
Press-fit bushings (ANSI Type P and Type H) are pressed directly into a tight, toleranced hole in the jig plate. They offer the most direct, rigid path from the fixture datum to the drill. There is no liner in between, and no clearance gap. As a result, they are the standard choice for fixed, high-volume drilling jigs where the bushing is rarely changed.
Renewable bushings (ANSI Type SF slip-renewable and Type SFX locking-renewable) are used with a liner bushing (ANSI Type L or Type RL). First, the liner is press-fit into the jig plate. Then, the renewable bushing rotates or slips into the liner. As a result, operators can swap bushings between jobs — drilling, then reaming, then counterboring — through the same located hole.
The tolerance trade-off is simple. Renewable systems add one extra fit (renewable-to-liner). However, they also allow maintenance, multi-job use, and easy swap of the worn inner bushing without scrapping the fixture. For long-running production fixtures, this is almost always the better long-term choice.
Maintaining Positional Accuracy in Multi-Hole Patterns
When a single workpiece sees a pattern of drilled holes, every bushing adds to the overall position result. As a result, the combined position error of the pattern is greater than the error of any single bushing.
Two practices help:
- Use a composite position tolerance. This means a looser pattern-locating tolerance with a tighter hole-to-hole tolerance. In other words, it matches how the part is checked in real life.
- Where possible, drill the bushing pattern into the jig plate in one setup on a jig borer or precision CNC. Then ream and press the bushings in. As a result, this removes most fixture-build stack-up between bushings.
Spindle Accuracy vs. Fixture Accuracy How precision tooling improves drilling accuracy
A common belief is that a high-precision CNC will overcome a marginal jig. However, it will not. The drill is guided by the bushing, not by the spindle. So in a bushed drilling job, the spindle’s role is to deliver rotation and feed. Meanwhile, the bushing controls position. In short, fixture accuracy is the main variable.
Tolerancing Locators and Fixture Components
Not every fixture feature needs a tight tolerance. In fact, over-tolerancing raises cost without improving function. Below is a practical hierarchy for common jig components.
Features That Require Tight Tolerances
- Dowel pin holes — true position and squareness to the locating face. After all, these define the whole datum reference frame.
- Primary locating pin diameters — diameter and cylindricity. They usually need a tight fit to the part’s reference hole.
- Drill bushing seats — true position, squareness, and diameter tolerance to match the press-fit class of the bushing.
- Liner bushing seats — same as drill bushing seats. However, they should be tighter still if renewable bushings will be used.
- Primary locating face flatness — this sets the main datum.
Features That Can Remain Looser
- Clearance holes for fasteners.
- Cosmetic surfaces.
- Non-functional clamp bodies (the contact point is toleranced, not the body).
- Outer profiles of the fixture base, beyond what is needed for handling and mounting.
Cost vs. Precision Trade-Offs
Each extra tenth of a thousandth of tolerance has a real cost. For instance, it adds grinding time, lapping, inspection, and scrap rate during fixture build. A good designer asks one question for every tolerance: what function does this control, and what is the cost of loosening it by 50%?
If the answer is “no real effect,” then the tolerance is too tight.
Manufacturability
Tolerances that cannot be reasonably made will be ignored, waived, or burned into rework cycles. As a result, realistic tolerancing is a quiet mark of a skilled fixture designer. In short, it must match the process capability of the toolroom that will build the fixture.
Common GD&T Mistakes in Fixture Design
Most fixture problems trace back to a small set of repeated mistakes. Fortunately, watching for these during design review prevents most issues.
- Over-constraining the workpiece. Adding “extra” locators forces the part to bend. Remember, the 3-2-1 principle exists for a reason.
- Unrealistic tolerances. Specifying tolerances tighter than the toolroom can hit produces fixtures that pass on paper but fail in production.
- Poor datum transfer. When the fixture’s datums do not match the part’s functional datums, every inspection becomes a fight.
- Ignoring thermal expansion. Steel fixtures and aluminum workpieces react differently to shop temperature swings. For tight-tolerance work, this is a real error source.
- Wrong bushing alignment. A bushing pressed into a non-square hole drills angled holes — period.
- Too much stack-up. Long dimension chains between datum and feature multiply tolerance error. Fortunately, baseline dimensioning solves this.
- Designing for inspection rather than for the shop. It is possible to draw a fixture that is perfectly inspectable but impossible to build. The reverse is also true. In short, good fixture design balances both.
CNC Machining and Inspection Considerations
A fixture is not a one-time design event. Instead, it is a piece of production gear that wears, drifts, and eventually needs service. Therefore, GD&T strategy should plan for the fixture’s full life cycle.
CMM Inspection and Fixture Verification
The fixture itself should be checkable on the same gear used to inspect the parts it makes. Otherwise, if the fixture’s datums cannot be picked up by the CMM in a reasonable setup, the fixture cannot be verified. As a result, any drift in the fixture will be misread as a process problem.
Repeatability Studies
A new fixture should be verified with a short repeatability study before release to production. For example, run the same part through it several times. Use several machines and several operators. Then inspect the results. After that, this baseline becomes the reference for all future fixture decisions.
Gauge Correlation
If the fixture is used during in-process gauging, the gauge and CMM must agree within a fair margin. In most cases, gaps come from the gauge’s datum scheme not matching the fixture’s.
Fixture Wear Over Time
Wear is a given. The features that wear first are usually the contact surfaces. For example, this includes locator pins, rest pads, and the inner bores of drill bushings. A renewable bushing system makes this wear cheap to address. The worn bushing is simply swapped out. Meanwhile, the fixture stays in service. By contrast, a press-fit-only system makes wear far more disruptive to manage.
Replaceable Tooling Components
Designing a fixture with replaceable wear parts is one of the highest-leverage choices a fixture designer makes. For instance, renewable drill bushings, swappable rest pads, removable locator pins, and bolt-in fixture plates all extend fixture life. As a result, they also lower total cost of ownership.
Best Practices for Fixture Designers
Here is a short list of practices that produce better fixtures:
- Design for maintenance. Assume every wear part will be swapped out. Therefore, make swapping easy — no full teardown, no special tools, no shims.
- Standardize where possible. Use a consistent family of locator pins, bushings, and clamps across fixtures. As a result, this makes stocking, training, and swaps simpler.
- Specify renewable bushings for high-volume or multi-job jigs. In most cases, the tolerance cost is small next to the maintenance gain.
- Use modular fixture concepts where production volumes justify them. For example, a modular fixture base with swappable workpiece-specific tooling stays in service longer than a one-off fixture.
- Make inspection easy to reach. Datums should be reachable by a probe or CMM stylus without teardown.
- Apply MMC and LMC modifiers with care. In short, bonus tolerance is a real engineering tool — not a way to cut corners. When used right, it widens the make-able range without hurting function.
- Document the design intent. A fixture drawing should make clear why each tolerance is what it is. After all, the next engineer who maintains it will benefit.
Conclusion
GD&T is not paperwork. In fact, in fixture design, it is the difference between a jig that holds its accuracy over thousands of parts and one that drifts within the first production run.
A well-toleranced fixture starts with a sound datum strategy. Then it applies true position with care to drill bushings and locators. After that, it uses the right control — flatness, squareness, profile — for each feature’s real function. As a result, it accepts looser tolerances where they cost nothing. Meanwhile, it spends precision where it matters.
The outcome is a jig that makes consistent parts, accepts wear gracefully, and stays in service for the full life of the program.
Precision tooling components are a key input to that result. For example, renewable bushings, liners, and press-fit bushings — made to consistent ANSI standards — give the fixture designer reliable building blocks for a tolerance strategy that holds up in production.
Learn more about precision drill bushings and tooling components from All American Bushing.
Request a quote on drill bushings and tooling components
Common Asked Questions
What is GD&T in fixture design?
GD&T (Geometric Dimensioning and Tolerancing) in fixture design uses geometric controls to define how every locator, drill bushing, and reference surface in a jig must relate to the fixture’s datum system. For example, this includes true position, perpendicularity, parallelism, flatness, and profile. As a result, the fixture presents the workpiece to the cutting tool the same way every cycle.
Why is true position important for drill bushings?
The drill is guided by the bushing, not by the CNC spindle. Therefore, any error in the bushing’s location transfers directly into the workpiece. True position controls how much the bushing center may deviate radially from its theoretical location. In short, it is the dominant tolerance for hole-location accuracy in any drilling jig.
What is the 3-2-1 locating principle?
The 3-2-1 principle constrains a rigid workpiece using three locating points on the primary datum, two on the secondary, and one on the tertiary. As a result, this arrangement removes all six degrees of freedom without over-constraining the part. However, over-constraint forces the workpiece to deform against the locators. Then it destroys repeatability.
Should I use press-fit or renewable drill bushings?
Press-fit bushings (Type P and Type H) are ideal for dedicated, high-volume drilling jigs where the bushing is rarely changed. By contrast, renewable bushings (Type SF and Type SFX, used with Type L or Type RL liners) are better for multi-operation jigs. They also suit any fixture where the bushing will wear or need to be swapped between operations. In short, renewable systems trade a small tolerance penalty for major maintenance and lifecycle advantages.
How do I prevent tolerance stack-up in a fixture?
First, reference critical features from a single primary datum. Next, avoid chained dimensioning. Instead, use baseline dimensioning from the datum origin. Then, apply MMC or LMC modifiers where bonus tolerance can legitimately be earned. Finally, match the fixture’s datum scheme to the part’s functional datum scheme. As a result, stack-up between fixture and workpiece is minimized.
What is the most common GD&T mistake in fixture design?
The most common mistake is over-constraining the workpiece by adding extra locators “for stability.” However, this forces the part to deform against the fixture. As a result, it produces inconsistent results from cycle to cycle. Remember: stability should come from clamping, never from redundant locators.